
{kind=link}
EENOUR MIG140P+を使ってみる。
では、早速半自動溶接機を使ってみます!
電源について
MIG140P+は家庭用100Vコンセントで使う事が出来ます。
通常、電圧・電流は「125V 15A」になっていると思います。(要チェック!)
理論上は溶接機設定Aは120Aまで上げる事が可能ですが、初めて使う時には徐々に上げて慎重に確認しましょう。
注意ポイント
ブレーカーが落ちたり、溶接が途切れる様ならブレーカーから使っているコンセントの間で別の家電品を使っていないか確認します。
不安がある場合は電気工事士に相談してみましょう!
MMAを使ってみる。
MMAのコード接続と設定
MMA溶接では、溶接棒ホルダーコードとアースコードを使います。
MIG140P+本体の前面コード接続部に「+」と「ー」表記があります。

コードの繋ぎ方で特性が変わる
コードの繋ぎ方で2つの特性に変える事が出来ます。
ポイント
逆極性:アースコード(ー)溶接ホルダーコード(+) 溶け込みを広く浅く→薄板・ステンレス
正極性:アースコード(+)溶接ホルダーコード(ー) 溶け込みを浅く深く→厚板
電流設定は取扱説明書を元に
MMAには2つのモードが設定されています。
ポイント
MMA:通常溶接モード
VRD MMA:溶接作業を行っていない時に、出力電圧を安全レベルに下げて感電リスクを軽減します。
①溶接モード(MMA or VRD MMA)を選択。
②棒軽ボタンで使用する溶接棒径を選択。
③取扱説明書の「板厚・溶接棒・電流」表から電流を設定。(参考値)

MMA溶接のポイント
今回は1.6mm径、鉄用を選びました。

被覆がない方を溶接棒ホルダーで挟みます。

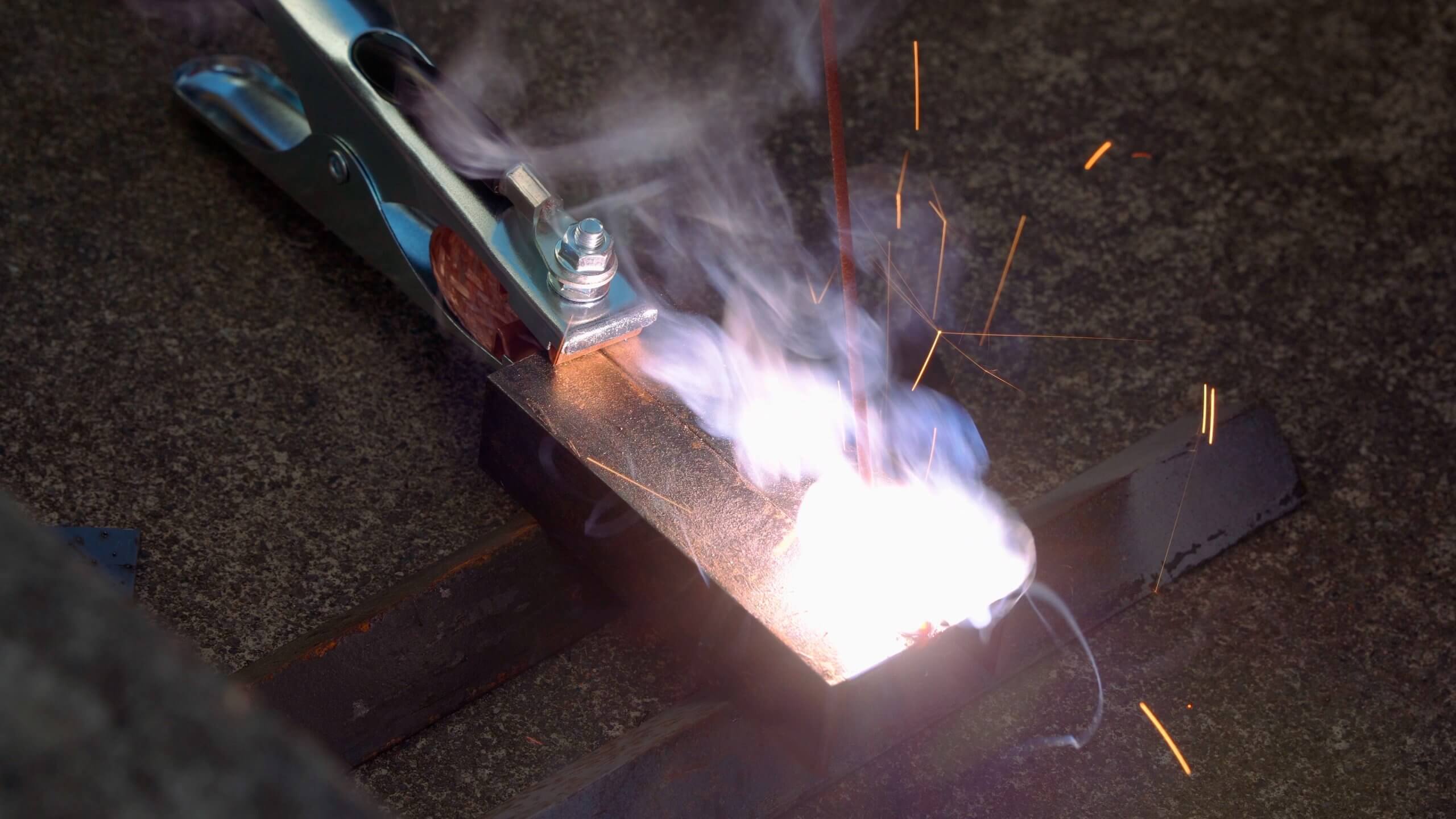
溶接する鉄材に溶接棒の先端をコンコンと当ててアークを発生させます。

鉄材と溶接棒先端の間隔を2~3mm位に維持して、進行方向に45°〜60°傾けて進める。
MMA溶接してみて。
溶接が完了したら、ブラシとハンマーでスラグを除去します。

まぁ。まぁ。汗。
溶接棒の減りが早くて適切な間隔を保つのが難しかったです。。はい。
練習あるのみですね。
