
{kind=link}
端材を有効活用出来れば、木材購入予算を減らす事が出来ます。
でも、強度が出なければ意味がありません。
そこで強度も確保できる『腰掛け栓継ぎ』を応用してみました。
(YouTubeでは、腰掛け栓継ぎとして配信していますが、正式には相欠き栓継ぎと言うべきかなと思います。)
相欠き栓継ぎの手順
相欠き栓継ぎで使った木材
- SPF2×4端材を活用
- 10mm丸棒
相欠き栓継ぎで使う道具
腰掛け栓継ぎと相欠き栓継ぎの違い
腰掛け継ぎは、噛み合わせは浅いですが栓継ぎを活用する事で強度を出します。
今回の相欠き+栓継ぎは噛み合わせを深くする事で強度を出し、栓継ぎで曲げ方向に強くします。


相欠き栓継ぎの墨付け
最初に相欠き継ぎの墨付けを行います。
相欠き幅は、2×4材の幅と同じ89mmで試してみます。
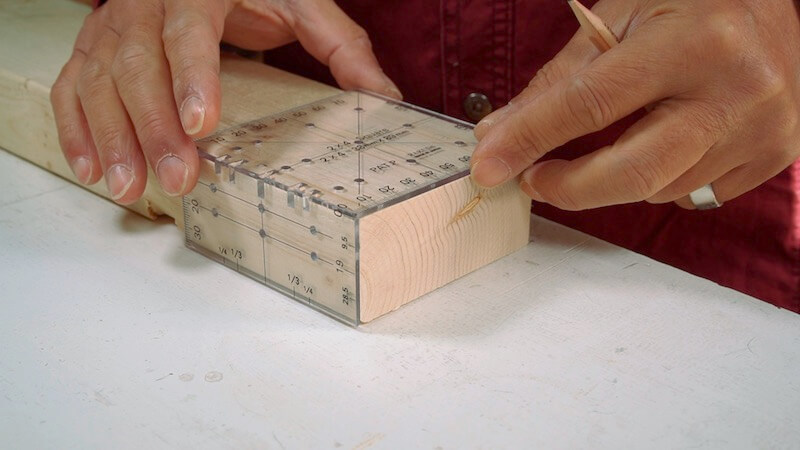
接合する両方に欠き加工墨線を入れました。

相欠き加工
欠き加工は丸鋸を使います。
丸鋸ガイドを使うので、丸鋸ガイド+19mm(2バイ材厚み89mmの½)で刃を調整します。

丸鋸カット台と丸鋸ガイドを使う事で安全に欠き加工が出来ます。

正確な欠き加工をする為に多目に切り込みを入れました。

金槌で叩いて粗方取り除きます。

相欠きの整形
ノミを使い、欠き面を整えます。
実際に合わせて見たり、カンナを使ったりして精度を出します。

相欠きの接合
木工用ボンドを使い、端材同士を接着します。
はみ出る事は覚悟で多目に。

クランプで強めに圧着して、半日以上乾燥させます。

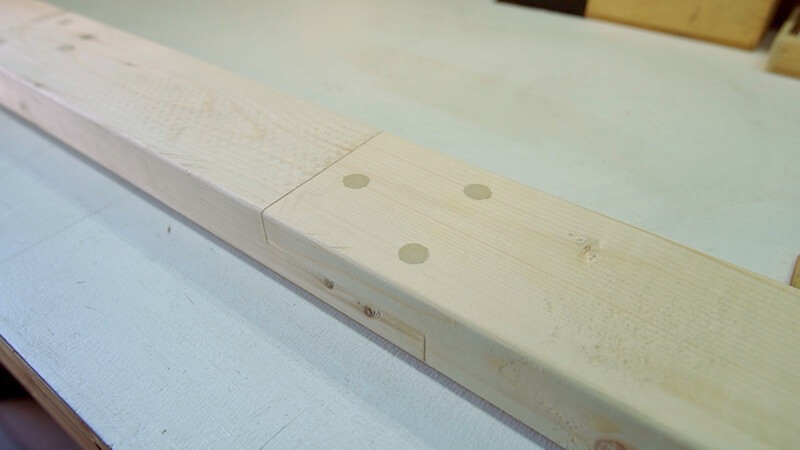
栓継ぎ加工
今回の栓継ぎは、10mm丸棒を3ヶ所打つ事にします。

10mmドリルを丸ノコガイドに取り付けて、穴を貫通させます。

栓を打つ
丸棒に木工用ボンドをタップリ付けて。

貫通するまで打ち込みます。
更に半日以上乾燥させます。

相欠き栓継ぎの整形
ボンドが乾いたら、ノコで余分な丸棒をカット。

カンナ・サンドペーパーを使い表面を整えて完成です。

丁寧に継ぎ加工をすると、これだけでも十分満足感。笑
相欠き栓継ぎの強度検査
十分乾燥させたので、強度実験です。
平均台の状態で、体重を掛けてみます。
短い支え間隔では問題なし!

広めに平均台支えに変えて、強度検査です。
画像の方向ではシッカリ体重を掛けても、ミシリとも言いませんでした。
十分な強度です!

製作を終えて
手間を掛けて端材を使うか、手間を惜しんで買いに行くかは自由です。
でも木材も大切な資源なので、キッチリ使ってあげる事も大事かなと思います。
DIYだからこそ、手間を惜しまず加工を楽しむという考え方もあるかなと。もう1本有ればと言う時に、継ぐ選択も出来る事は大きいかなと思います!
オススメグッズ
2×4材の墨付けに便利です!
